Тема: Технология механизированной сварки магистральных нефтепроводов
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1. Анализ исходных данных и известных технических решений 6
1.1 Магистральные нефтепроводы 6
1.2 Базовый технологический процесс сварки 8
1.3 Анализ возможных способов сварки нефтепровода 13
1.4 Задачи выпускной квалификационной работы 14
2. Технологический процесс механизированной сварки труб 15
2.1 Выбор способа сварки 15
2.2 Разработка механизированного процесса сварки 19
Марка проволоки 22
Марка проволоки 24
3 Безопасность и экологичность проектного технологического процесса 25
3 Безопасность и экологичность проектного технологического процесса 25
3.1 Технологическая характеристика объекта 25
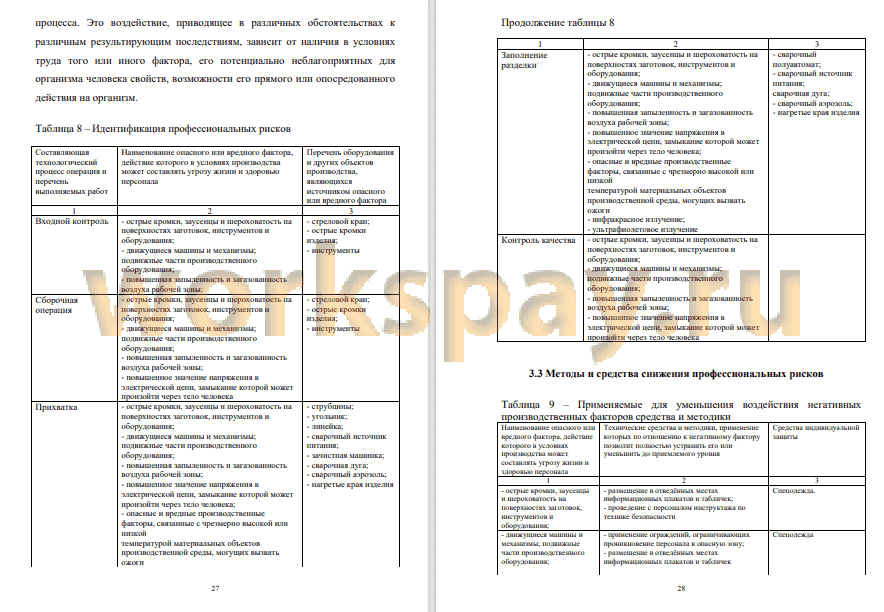
3.2 Идентификация профессиональных рисков 26
3.3 Методы и средства снижения профессиональных рисков 28
3.4 Обеспечение пожарной безопасности технического объекта 29
3.5 Обеспечение экологической безопасности технического объекта 31
4. Оценка экономической эффективности проектной технологии 33
4.1 Исходная информация для выполнения экономической 33
оценки предлагаемых технических решений 33
4.2 Расчёт фонда времени работы оборудования 35
4.3 Расчёт штучного времени 36
4.4 Расчет заводская себестоимости вариантов технологии 38
4.5 Расчет капитальных затрат по вариантам технологии 43
4.6 Расчет показателей экономической эффективности 45
Заключение 49
Список используемой литературы и используемых источников 50
📖 Введение
У РДСПЭ есть еще такой недостаток, как химическая неоднородность сварного шва. Обусловлено это следующими причинами. Начинается процесс сварки, когда температура покрытия, примерно, равна температуре окружающей среды. В процессе получения сварного соединения в начале процесса электродное покрытие находится под одной температурой. По мере израсходования электрода из-за прохождения сварочного тока покрытие нагревается. Его характеристики меняются. Кроме того, любое отклонение от установившегося процесса сварки также приводит к появлению химической неоднородности в сварных швах.
На основании вышеизложенного следует признать актуальной цель выпускной квалификационной работы - повышение производительности и качества при сварке магистрального нефтепровода.
✅ Заключение
В процессе решения задач работы был выполнен анализ альтернативных способов сварки, которые могут быть применены при сварке стыков нефтепровода, были рассмотрены способы дуговой сварки штучными электродами, механизированной сварки в среде защитных газов, сварка неплавящимся электродом, автоматическая сварка под слоем флюса. Рассмотрены в сравнении достоинства и недостатки перечисленных способов сварки.
По результатам анализа перечисленных вариантов получения неразъемных соединений предложено применить сварку порошковой самозащитной проволокой.
Разработанный технологически процесс сварки стыков нефтепровода включает в себя операции входного контроля соединяемых деталей и вспомогательных сварочных материалов. Затем выполняются подготовительные операции, такие как зачистка и обезжиривание. Затем следует операция сборки с применением центратора. После чего механизированной сваркой порошковой проволокой выполняется заполнение разделки двумя сварщиками, работающими противоположно друг от друга. Швы выполняются поэтапно.
В процессе выполнения сварного соединения выполняются контрольные операции. Контролируются режимы сварки, геометрические параметры и зачистка выполненных валиков. Также выполняется при необходимости контроль межслойной температуры
Применение механизированной сварки позволяет уменьшить трудоемкость выполнения сварных швов нефтепровода. Годовой экономический эффект при внедрении проектной технологии составляет 909029 рублей при годовой программе 2000 стыков. Можно сделать вывод о достижении цели бакалаврской работы.
📕 Список литературы
🖼 Скриншоты