Аннотация 2
ВВЕДЕНИЕ 5
1 Описание исходных данных 6
1.1 Служебное назначение и условия работы детали 6
1.2 Анализ чертежа детали 6
2 Технологическая часть работы 7
2.1 Определение типа производства 7
2.2 Определение методов обработки поверхностей 7
2.3 Проектирование заготовки 10
2.4 Расчет припусков и операционных размеров 12
2.5 Выбор технологического оборудования 15
2.6 Выбор приспособлений 17
2.7 Выбор режущего инструмента 19
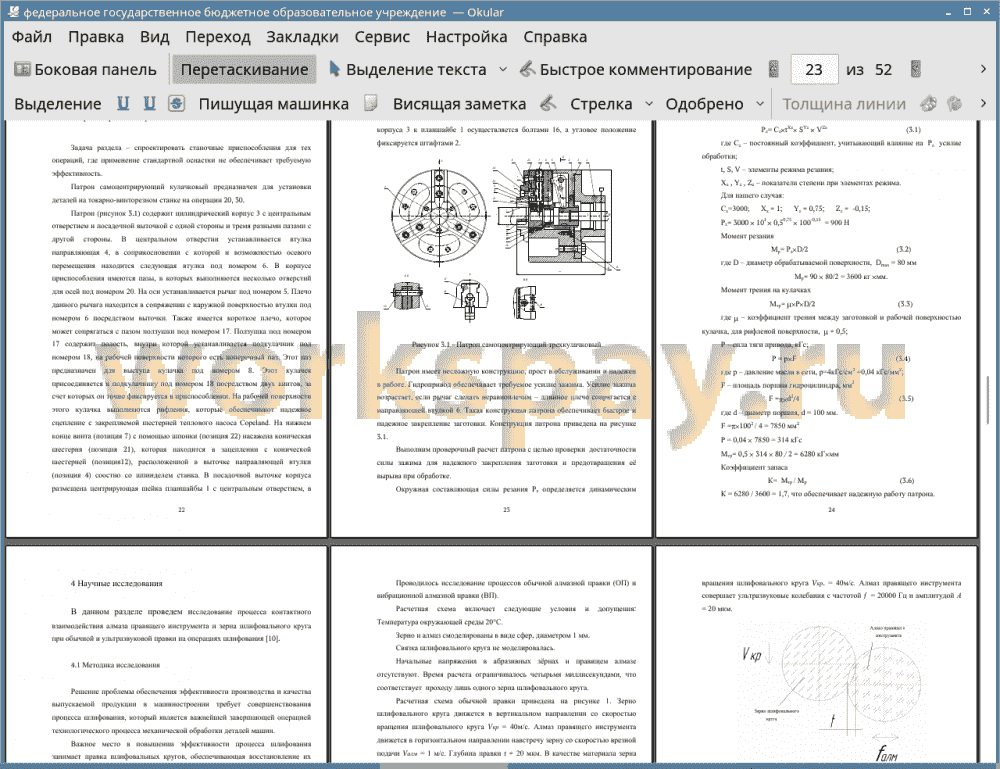
3 Проектирование приспособления 22
4 Научные исследования 25
5 Безопасность и экологичность работы 35
6 Экономическая эффективность работы 40
ЗАКЛЮЧЕНИЕ 44
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 45
ПРИЛОЖЕНИЕ А 48
ПРИЛОЖЕНИЕ Б 50
Во все времена основными направлениями развития промышленности являлись снижение материальных затрат и увеличение производительности, в наше время это означает увеличение уровня автоматизации производств.
В настоящее время автоматизация в полной мере охватывает все существующие типы производства в машиностроении, независимо от уровня их сложности, специализации и серийности. Примерно с 1990-х годов началось ускоренное и более менее эффективное развитие автоматизированной обработки, что характеризовало появление нового этапа в создании компьютеризированных интегрированных автоматизированных производств в отрасли машиностроения.
Численность станочного парка в отраслях машиностроения индустриально развитых стран имеет долговременную тенденцию к сокращению при одновременном увеличении его производственной мощности и технико-экономической эффективности. Преобладающая часть капиталовложений, как правило, направляется на замену и модернизацию оборудования.
В этом свете тема бакалаврской работы является актуальной, так как в данной работе предложен вариант модернизации станка, увеличения его производительности.
В бакалаврской работе проведено совершенствование технологического процесса изготовления шестерни теплового насоса Copeland.
Предложен более эффективный способ получения заготовки детали, что позволило повысить качество поверхностного слоя металла и удешевить технологический процесс. Произведен расчет режимов резания, норм основного и штучного времени.
Разработана конструкция приспособления, позволяющая повысить точность и надежность установки заготовки и автоматизировать процесс ее смены.
Основная часть проектных решений проверена расчетами и подкреплена практическими рекомендациями.
Предусмотрены мероприятия по охране труда. Рассчитана экономическая эффективность работы.