Тема: Технология сварки теплообменного аппарата из стали 10X17H13M2T
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 5
1 Анализ современного состояния вопроса ремонтной сварки металлических конструкций 6
1.1 Описание изделия и условия его работы 6
1.2 Сведения о материале изделия 9
1.3 Базовая технология сварки 10
1.4 Формулировка задач выпускной квалификационной работы 16
2 Проектная технология сварки изделия 18
2.1 Обоснование выбора способа сварки 21
2.2 Выбор защитного газа 21
2.3 Выбор сварочной проволоки 22
2.4 Требования к сварочным материалам 26
2.5 Назначение значений параметра режима сварки 26
2.6 Оборудование для сварки 29
Заключение по второму разделу 34
3 Безопасность и экологичность предлагаемых технических решений 35
3.1 Технологическая характеристика объекта 35
3.2 Профессиональные риски при реализации предложенных технических решений 36
3.3 Методы и средства снижения профессиональных рисков 37
3.4 Обеспечение пожарной безопасности 38
3.5 Обеспечение экологической безопасности технологического объекта 39
3.6 Заключение по разделу 40
4 Экономическая эффективность предлагаемых технологических решений 41
4.1 Вводная информация для выполнения экономических расчётов 41
4.2 Расчёт фонда времени работы оборудования 43
4.3 Расчет штучного времени 44
4.4 Расчет заводской себестоимости вариантов технологии сварки 48
4.5 Размер капитальных затрат реализации операций по базовому и проектному вариантам 55
4.6 Расчётное определение показателей экономической эффективности предлагаемых решений 59
Заключение по экономическому разделу 61
Заключение 63
Список используемой литературы 64
📖 Введение
Увеличение доли строительства ответственных объектов, требует проведения мероприятий по повышению качества и производительности сварочных работ. Эти эффекты могут быть получены при механизации сварки, применении перспективных высокопроизводительных способов сварки, сварочного оборудования и сварочных материалов.
Таким образом, выбранная тема выпускной квалификационной работы «Технология сварки теплообменного аппарата из стали 10X17H13M2T» актуальна и имеет промышленное значение.
Кроме того, актуальной является цель выпускной квалификационной работы - повышение производительности и качества сварки теплообменных аппаратов из стали 10X17H13M2T. Объектом исследования является сварка коррозионностойкой аустенитной стали 10X17H13M2T. Предметом исследования является технологический процесс сварки теплообменного аппарата из стали 10X17H13M2T.
✅ Заключение
Базовый вариант технологии сварки изделия с применением ручной дуговой сварки сопровождается получением большого числа дефектов и необходимостью переварки сварных соединений.
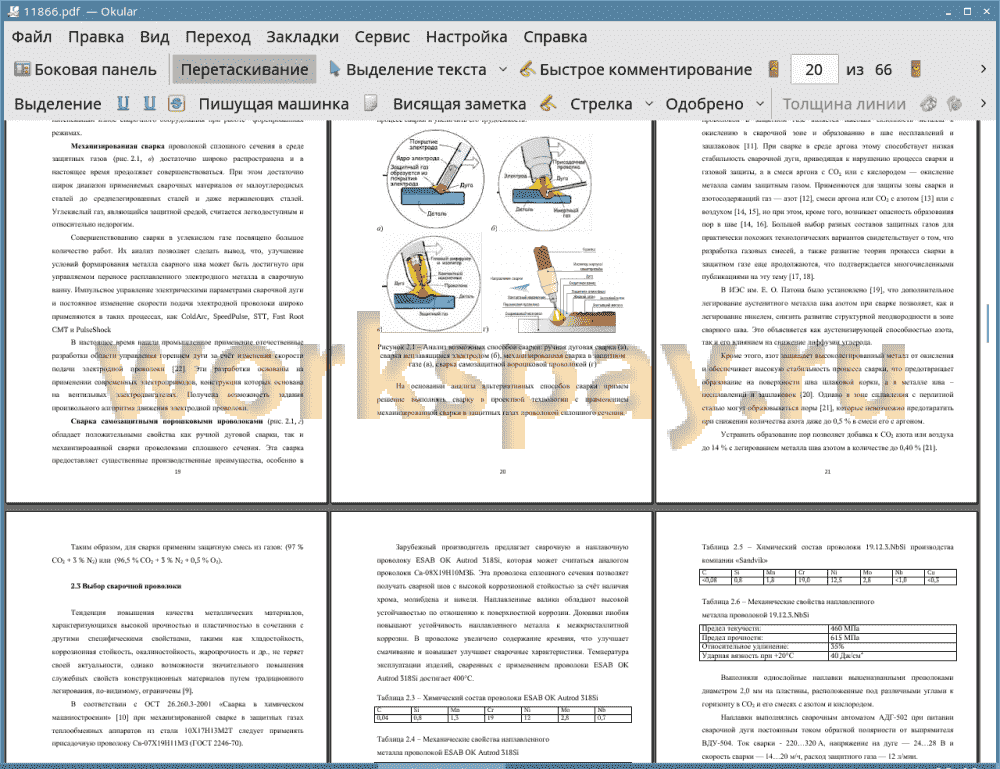
При анализе возможных способов сварки были рассмотрены: ручная дуговая сварка штучными электродами, механизированная сварка в защитных газах проволокой сплошного сечения, механизированная сварка порошковой проволокой, сварка в инертных газах неплавящимся электродом.
В проектном варианте технологии предложено использовать механизированную сварку проволокой сплошного сечения в углекислом газе, при которой дополнительно осуществляется с импульсное управление сварочной дугой. В результате предлагаемых мероприятий проектная технология позволит получать сварные соединения без дефектов.
Выполнен расчёт оптимальных параметров режима сварки, сформулированы требования к сварочным материалам и операциям технологического процесса, подобрано оборудование для его осуществления. Это позволяет внедрить предлагаемые решения в производство.
Выполнен анализ проектной технологии ремонтной сварки на предмет наличия опасных и вредных производственных факторов.
Рассчитанный годовой экономический эффект с учетом капитальных вложений составляет 0,95 млн. рублей.
С учётом вышеизложенного можно сделать вывод о том, что поставленная цель выпускной квалификационной работы достигнута.
Результаты выпускной квалификационной работы могут быть внедрены в производство при сборке и сварке теплообменных аппаратов из нержавеющих сталей.
📕 Список литературы
🖼 Скриншоты