Проект автоматизированного проектирования изделия, технологического процесса и штамповой оснастки для детали «Кронштейн крепления ремня безопасности» в CAD/CAE
Аннотация 2
Введение 6
Глава 1. Анализ технологических исходных данных 7
1.1. Анализ технологичности и геометрии детали 7
1.2. Анализ базовой технологии изделия 14
1.3. Выявление недостатков базовой технологии изготовления детали 14
1.4. Задачи выпускной квалификационной работы 15
Глава 2. Разработка технологического процесса 16
2.1. Порядок действий технологического процесса 16
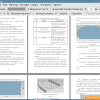
2.2. Определение формы и размеров исходной заготовки 17
2.3. Проектирование рационального раскроя металла и определение коэффициента использования металла (КИМ) 21
2.4. Нахождение энергосиловых параметров штамповки 22
Глава 3. Инженерный анализ напряженно-деформированного состояния детали 42
3.1. Создание проекта в AutoFormAplusR7 31
3.2. Результаты моделирования процессов штамповки в AutoFormAplusR7 36
3.3. Расчет упругого пружинения 38
Глава 4. Выбор оборудования и средств автоматизации 41
4.1. Основные технические характеристики оборудования. Выбор механических параметров оборудования 41
4.2. Подбор необходимых средств автоматизации. Описание принципа действия их работы 42
4.3. Схема работы линии 44
Глава 5. Разработка конструкции штамповой оснастки 45
5.1. Описание и работа комбинированного штампа 45
5.2. Прочностные расчеты и выбор материалов деталей штампов 47
5.3. Нахождение расчетов на прочность головки пуансона 48
5.4. Идентификация исполнительных габаритных размеров элементов 49
5.5. Определение центра давления штампа 50
Глава 6. Безопасность и экологичность объекта 51
6.1. Технологическое описание рабочего места 51
6.2. Идентификация опасных и вредных производственных факторов прессового производства 52
6.3. Мероприятия для безопасных условий труда 53
6.4. Обеспечение пожаробезопасности на производственном участке 54
6.5. Технические средства обеспечения пожарной безопасности 55
Глава 7. Экономическая эффективность 60
7.1. Сравнительный анализ технологических вариантов 60
7.2. Исходные данные для экономического обоснования сравниваемых вариантов 60
7.3. Расчет необходимого количества оборудования, коэффициентов загрузки, численности рабочих-операторов и штамповой оснастки 62
7.4. Расчет капитальных вложений 64
7.5. Расчет себестоимости выпускаемой продукции по сравниваемым вариантам 65
7.6. Расчет экономического эффекта проектного варианта 67
Заключение 69
Список использованной литературы и источников 70
Моделирование является неотъемлемой частью любого инженерного проекта. Оно позволяет облегчить создание, модернизировать, изменить создаваемую конструкцию, не используя физическую модель. Основу моделирования составляет формирование геометрической модели объекта, как правило, в виде наглядного графического изображения - чертежа. Создание и исследование геометрической модели, то есть процесс геометрического моделирования, может происходить в разных формах. Различают двумерную и трехмерную технологии геометрического моделирования. Явное различие твердотельного моделирования от двумерного черчения - это построение трехмерной компьютерной модели проектируемого изделия, а также удобство внесения изменений в трехмерную модель, после этого чертежи не нужно формировать заново.
Трехмерное моделирование является основной современного производства.
Автоматизация проектирования реализуется с помощью систем автоматизированного проектирования (САПР). Таким образом, автоматизированное проектирование - технология, состоящая в использовании САПР. САПР объединяет в едином комплексе технические средства, математическое, программное, методическое, информационное, организационное обеспечения, характеристики и параметры которых определяются задачами проектирования и конструирования. Реализация возможностей математического моделирования средствами САПР повышает эффективность инженерных разработок в целом, позволяет экспериментировать с математической моделью, получать результаты возможно более точные, во много раз быстрее и дешевле.
Цель выпускной квалификационной работы бакалавра состоит в том, чтобы снизить себестоимости производства детали за счет изменения размера заготовки и внедрения технологии спаренной штамповки.
По результатам выпускной квалификационной работы можно сделать следующие выводы:
1. Произведено исследование базового технологического процесса производства детали», с использованием САБ-системы SIEMENS NX 9.0 PLM Software;
2. Разработан новый технологический процесс, в котором определена более рациональная заготовка, определен КИМ и подсчитаны энергосиловые параметры, внедрена спаренная штамповка;
3. Выполнен инженерный анализ в программном комплексе AutoFormAPlus R7. Выявлено напряженно -деформированное состояние для всех выполняемых операций;
4. Подобрано необходимое оборудование для производства детали, внедрены средства автоматизации;
5. Спроектирована электронная геометрическая модель комбинированного штампа и эскизный проект штампа;
6. Описаны необходимые мероприятия по охране труда и экологической безопасности на производстве;
7. Технологический процесс изготовления детали рассмотрен с экономической точки зрения: рассчитаны стоимость изготовления и окупаемость нового оборудования.
Предложенные в выпускной работе рекомендации по решению выявленных проблем производства детали помогут снизить величину расходов на изготовление детали типа «Кронштейн крепления ремня безопасности».