Тема: Платовершинное хонингование гильз блока цилиндров двигателя внутреннего сгорания
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1 Анализ состояния вопроса. Платовершинное хонингование гильз блока цилиндров двигателя внутреннего сгорания 11
1.1 Спецификация компонентов ДВС и технологии платовершинного хонингования 11
1.2 Описание технологического процесса платовершинного хонингования 14
1.3 Критерии качества процесса хонингования 20
1.4 Образование борозд при хонинговании 21
1.5 Ориентация борозд при хонинговании 22
1.6 Угол хонингования 23
1.7 Качество поверхности 24
1.8 Исследование качества поверхности цилиндра ДВС под растровым электронным микроскопом и методом световой микроскопии 25
1.9 Построение операций хонингования 34
1.10 Краткая характеристика блока цилиндров ДВС 35
1.11 Улучшение процесса трения цилиндра ДВС 36
2 Оборудование платовершинного хонингования 39
2.1 Характеристика оборудования платовершинного хонингования 39
2.2 Тенденция развития хонинговальных станков за рубежом 42
3 Краткая характеристика инструмента платовершинного хонингования 46
3.1 Абразивные бруски 46
3.2 Абразивный материал 46
3.3 Зернистость 48
3.4 Вид связки 50
3.5 Алмазные бруски 52
3.6 Зернистость алмазных порошков 54
3.7 Концентрация алмазов 57
3.8 Связка 57
4 Контрольно измерительного оборудования параметров платовершинного хонингования 59
4.1 Характеристика контрольно измерительного оборудования параметров платовершинного хонингования 59
4.2 Кривая Аббота 60
5 Расчет зависимости перемещения хон брусков в гильзу блока цилиндров от усилия, приложенного к штоку в программе CATIA 62
5.1 Описание конструкции 62
6 Исследование микрогеометрии поверхности зеркала цилиндра ДВС, анализ влияния износа инструмента на параметры шероховатости 69
6.1 Материалы и методы 69
6.2 Влияние износостойкости инструмента на стандартные параметры шероховатости 70
6.3 Замеры шероховатости и анализ микрогеометрии в трех точках высоты Н1, Н2, Н3 71
6.4 Анализ влияния износостойкости керамического инструмента с характеристиками SCG 320 20 Ke 6268/F=03 на стандартные параметры шероховатости 73
6.5 Анализ влияния износостойкости керамического инструмента с характеристиками 63CM28 M9 V на стандартные параметры шероховатости 75
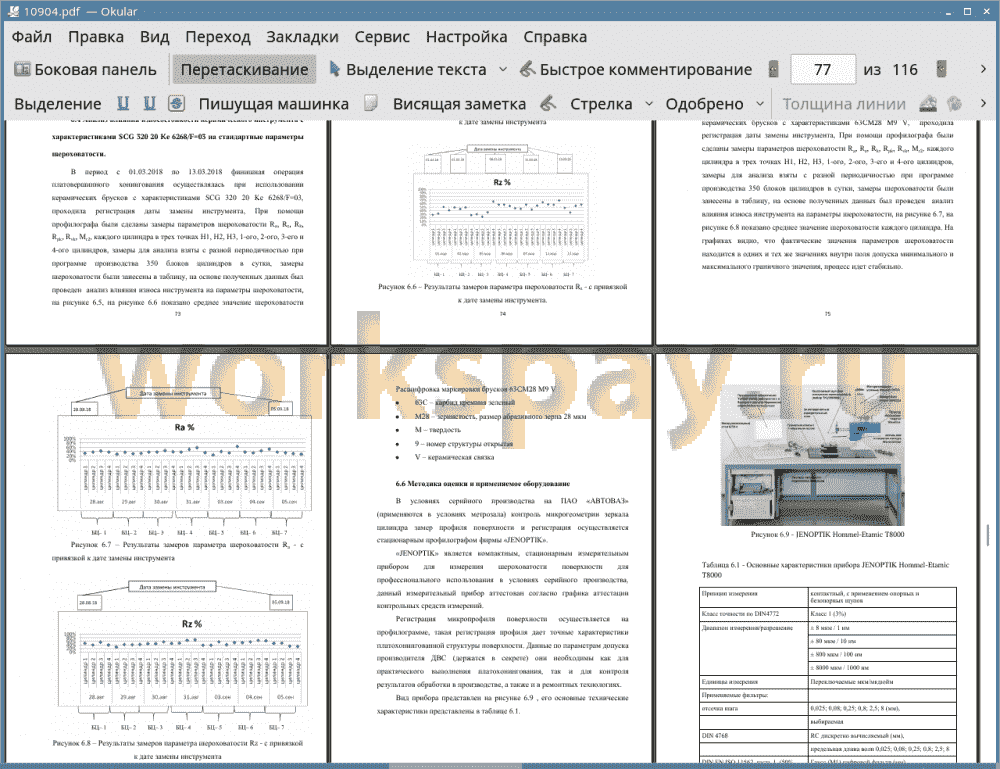
6.6 Методика оценки и применяемое оборудование 77
6.7 Оценка параметров шероховатости зеркала цилиндров с использованием керамических брусков различных производителей 80
6.8 Сравнении характеристик инструмента двух производителей 81
6.9 Экономический эффект 81
ЗАКЛЮЧЕНИЕ 86
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ 88
ПРИЛОЖЕНИЯ 93
📖 Введение
Важная роль в решении задач технологического обеспечения качества деталей и изделий принадлежит финишным методам абразивно-алмазной обработки - шлифованию, хонингование, и др. Среди упомянутых методов обработки широкое применение имеет хонингование преимущественно для окончательной обработки цилиндрических отверстий [1 с. 18].
Привлекательность хонингования объясняется высокой производительностью и технико-экономическими показателями, достаточно обстоятельной его изученностью и опытом применения в технологии металлообработки, наличием соответствующего технологического оснащения - оборудования, инструмента, состава технологических жидкостей. Представляет интерес разработка новых, более совершенных конструкций инструментов хонинговальных головок, абразивных брусков, с более привлекательными характеристиками, в том числе с использованием новых материалов абразивных зёрен, их формой и ориентацией в бруске, новых видов связующих, абразивных брусков [2 с. 25].
К настоящему времени в нашей стране и за рубежом выполнено значительное количество работ, в которых достаточно полно представлены различные аспекты исследуемого процесса. Значительный вклад в развитие и изучения метода обработки платовершинного хонингования внесли работы российских ученых С.И. Куликова, Ф.Ф. Ривзанова, В.А. Романчука, С.В. Ковалевского, Н.М. Бобровского, И.Н.Бобровского, А.Н. Табенкина, В.А. Жукова, А.П. Бабичева, Ю.Н. Полянчикова, А.В. Славина, В.М. Шумячера, М.Ю. Полянчикова, Л.В. Гусакова, Волоценко, А.Л. Воронова, С.Г. Бабаева, С.Н. Степанова, А.Н., С.Б. Тарасова, В.М. Давыдова, Ф.В. Новикова, В.Г. Шкурупия, В.Л. Баранова, В.Н. Лаврухина, Н.В. Третьякова, И.Х. Чеповецкого, В.Л.Стрижакова, А.В. Бараболя, а так же зарубежных ученых Ф.Кабанетес (F. Cabanettes), З.Димковского (Z. Dimkovski), Б.Г.Росена (B.-G. Rosen), М. Юсфи (M. Yousfi), С. Мезгани (S. Mezghani), И. Демирси (I. Demirci), М.Е. Мансори (M. El Mansori).
В работах Ф.Кабанетес (F. Cabanettes), З.Димковский (Z. Dimkovski), приведена теория влияния износа инструмента на топографию поверхности и представлены результаты практических исследований, которые проводились на блоке цилиндров ДВС автомобиля Volvo (5 цилиндров). Изучение каждого параметра привело к последующим наблюдениям: средняя ширина и высота канавок остаются неизменными по мере износа инструмента для хонингования. Однако параметр высоты достаточно неустойчив. Плато- хонингование влияет только на верхнюю часть поверхностей. Процесс базового хонингования, отвечающий за форму канавок, является более постоянным в течение изучаемого периода времени. Кроме того, важно заметить, что заданный параметр, представляющий глубину канавок более устойчив, чем эквивалентный стандартный параметр шероховатости Svk. В конечном итоге, по мере износа инструмента, плато-покрытие слегка уменьшается.
Данное наблюдение показывает, что плато имеют больше дефектных неровностей на своей поверхности, например, таких как углубления. Оно также подтверждает наблюдаемые тенденции исходя из анализа стандартных параметров. По мере изнашивания инструмента, абразивные зерна округляются и во время процесса резки появляются весьма заметные эффекты пропахивания. Только лишь несколько параметров шероховатости могут описывать изменения топографии из-за износа хонинговального инструмента. Наиболее интересные параметры для привязки процесса производства и характеристик - это Spk, Sk, Все они описывают верхнюю зону поверхности. Расположение замеров, по-видимому, не влияет на результаты корреляции между параметрами шероховатости и износом инструмента. По мере износа хонинговального инструмента: интенсивная шероховатость плато и пик (Sk, Spk) указывает на пропахивание, неровности становятся более острыми (Ssc). Канавки поддаются незначительному влиянию (Svk и средняя ширина канавки W).
Однако в настоящее время не в полной мере решены вопросы периодичности замены инструмента, и как износ инструмента влияет на параметры шероховатости внутренней поверхности гильзы блока цилиндра, так же отсутствуют практические рекомендации по рациональному использованию инструмента при платовершинном хонинговании (ПВХ), эта проблема представляется малоизученной, требующей дальнейших обстоятельных исследований. Подготовка систематизированного материала по хонингованию является весьма полезным. Это будет способствовать дальнейшему освоению процессов хонингования и внедрению в производство прогрессивных режимов, высокопроизводительных инструментов, оборудования и приспособлений.
Цель работы. Повышение эффективности технологии платовершинного хонингования путем снижения затрат и разработки системы рационального использования инструмента.
Цель будет достигнута при помощи методики оценки параметров шероховатости по кривым Аббота. В результате измерений, при помощи профилографа, будут получены параметры микрогеометрии хонигованной поверхности зеркала цилиндра ДВС в трех координатах каждого цилиндра Н1, Н2, Н3 с привязкой к дате замены инструмента.
Затем, получив результаты, необходимо построить поле фактических значений параметров микрогеометрии. Данное поле будет ограничено верхней и нижней границей кривых Аббота. Получив данную область, станет возможным говорить о влиянии износа инструмента на параметры шероховатости.
Задачи исследований.
1. Провести анализ, выполнить классификацию оборудования, инструмента платовершинного хонингования.
2. Проанализировать зависимость параметров шероховатости от стойкости, периодичности замены инструмента.
3. Выполнить сравнение полученных параметров шероховатости, стойкости и затратам на инструмент при использовании керамических брусков на финишной операции платовершинного хонингования различных производителей.
4. Провести сравнение состава керамических брусков двух производителей.
Объект исследования являются модели и методы платовершинного хонингования, фактические замеры параметров шероховатости со сборочной линии ДВС ПАО «АВТОВАЗ» с привязкой к дате замены инструмента, изображения графической и текстовой информации.
Предмет исследования являются графические модели, анализ влияния износа инструмента двух производителей на параметры шероховатости с момента начала его установки и до момента его отработки, сравнение характеристик инструмента и затраты на 10 000 деталей.
Научная новизна работы: Планируется разработать рекомендации по совершенствованию технологии хонингования в одном из аспектов: технологическом или инструментальном.
Методы и методология проведения исследования.
При диссертационном исследовании использовался метод изучения работ по платовершинному хонингованию российских и зарубежных ученых, так же проведено наблюдение за параметрами шероховатости в действующем производстве. Именно при наблюдении в действующем производстве, можно сделать практическое исследование, на основе полученных замерах параметров шероховатости и стойкости инструмента, можно выявить преимущества и недостатки метода обработки и используемого материала, и снизить затраты на производство продукции.
Научные положения и результаты исследования, выносимые на защиту.
1. Сравнительный анализ двух производителей керамического инструмента и зависимость влияния на параметры шероховатости от стойкости, периодичности замены инструмента.
2. Сравнение стойкости и затратам на инструмент на 10 000 деталей, при использовании керамических брусков на финишной операции платовершинного хонингования различных производителей.
3. Сравнение состава керамических брусков двух производителей.
Структура и объем магистерской диссертации.
Диссертация состоит из содержания, введения, шести глав, заключения и списка используемых источников. Основная часть исследования изложена на 114 страницах, содержащих 41 рисунок, 21 таблицу.
В основной части магистерской диссертации приводят данные, отражающие сущность, методику и основные результаты выполненной магистерской диссертации.
Апробация полученных результатов. Результаты диссертационной работы докладывались и обсуждались в рамках следующих конференций: Международная научно-практическая конференция «Методы прогнозирования в технике и технологиях», 20 февраля 2018, г. Тюмень, на Международной научно-практической конференции «Научные исследования высшей школы по приоритетным направлениям науки и техники», 25 февраля 2018, г. Пермь., на Международной научно-практической конференции «Проблемы внедрения результатов инновационных разработок», 7 февраля 2018, г. Оренбург, на Международной научно-практической конференция «Вопросы современных научных исследований», 3 сентября 2018, г. Омск., на Международной научно-технической конференции «Пайка - 2018» (11-14 сентября 2018, г. Тольятти)
Публикации. По теме диссертации опубликовано 5 работ в ведущих учебных и научных изданиях и издательствах, 1 акт внедрения результатов работы от организации «Аэрокосмические материалы и технологии».
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Данная работа посвящена изучению влияния износа инструмента на параметры шероховатости при платовершинном хонинговании.
Магистерская диссертация является комплексной работой и состоит из 6 разделов:
1. Анализ состояния вопроса платовершинное хонингование гильз блока цилиндров двигателя внутреннего сгорания;
2. Оборудование платовершинного хонингования;
3. Инструмент платовершинного хонингования;
4. Контрольно-измерительное оборудование платовершинного хонингования;
5. Расчет зависимости перемещения хон брусков в хонингуемую поверхность гильзы блока цилиндров от усилия приложенного к штоку с помощью компьютерных технологий сделанный в программе CATIA.
6. Исследование микрогеометрии поверхности зеркала цилиндра ДВС, анализ влияния износа инструмента на параметры шероховатости.
В первом разделе представлен обзор методов получения микрогеометрии зеркала цилиндра. Рассмотрены критерии качества получаемой поверхности, продемонстрированы возможные дефекты поверхностного слоя возникающие при обработке,а так же рассмотрены характеристики блоков цилиндров.
Во втором разделе будет рассмотрено оборудование платовершинного хонингования, тенденция развития хонинговальных станков за рубежом.
В третьем разделе рассмотрен инструмент платовершинного хонингования, виды инструмента, их спецификация и обозначения.
В четвертом разделе рассмотрено контрольно-измерительное оборудование для измерения параметров платовершинного хонингования, а так же сами параметры шероховатости.
В пятом разделе рассчитана зависимость перемещения хон брусков в гильзу блока цилиндров от усилия приложенного к штоку в программе CATIA.
В шестом разделе исследованы параметры микрогиометрии поверхности зеркала цилиндра ДВС, проведен анализ влияния износа инструмента на параметры шероховатости, так же сделан сравнительный анализ керамического инструмента с финишной операции платовершинного хонингования различных производителей по стойкости и затратам на единицу произведенной продукции.
✅ Заключение
Произведен расчет зависимости перемещения хон брусков в хонингуемую поверхность гильзы блока цилиндров от усилия приложенного к штоку с помощью компьютерных технологий сделанный в программе CATIA.
В результате выполнения магистерской работы экспериментально проведено исследование микрогеометрии поверхности зеркала цилиндра ДВС, дана оценка параметрам шероховатости после обработки керамическими брусками различных производителей по параметрам шероховатости Ra, Rz, Rk, Rpk, Rvk, Mr2, изучен вопрос влияния износа инструмента на параметры шероховатости в период его стойкости.
Рассчитана экономическая эффективность и затраты на керамический инструмент двух производителей брусков в условиях массового производства при годовой программе 150 000 деталей в год.
Результаты экспериментальных исследований показывают, что при одинаковых режимах обработки, скорости резания, количество ходов ,углу резания , бруски разных производителей с характеристиками SCG 320 20 Ke 6268/F=03 и 63CM28 M9 V показывают одинаковые показатели по качеству, находятся в одном и том же среднем интервале в пределах минимального и максимального граничного значения поля допуска по измеренным 6 параметрам шероховатости: Ra, Rz, Rk, Rpk, Rvk, Mr2.
Никакой чёткой зависимости между износом керамического хонинговального инструмента и параметрами шероховатости с момента начала обработки первой и последней детали разных производителей с характеристиками SCG 320 20 Ke 6268/F=03u 63CM28 M9 V не выявлено.
• Сравнительный анализ инструмента показал, что инструмент с характеристиками SCG 320 20 Ke 6268/F=03 имеет меньшую твердость, чем инструмент 63CM28 M9 V, в следствии чего бруски этого производителя имеют меньшую стойкость.
Так же есть существенная разница в затратах, стоимость одного керамического бруска с характеристиками SCG 320 20 Ke 6268/F=03 на 48% выше чем стоимость одного керамического бруска с характеристиками 63CM28 M9 V.
Применение керамических брусков с повышенной стойкостью в массовом производстве позволяет существенно снизить затраты на себестоимость единицы продукции и увеличить прибыльность и конкурентоспособность компании.
📕 Список литературы
🖼 Скриншоты