Тема: Сварка топливных баков из нержавеющей стали
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
Введение 4
1 Анализ исходных данных и известных технических решений 6
1.1 Изделие и его характеристика 6
1.3. Применяемый технологический процесс изготовления бака 8
1.4. Анализ работ по проблемам сварки нержавеющих сталей 12
1.5. Задачи работы 17
2 Технологический процесс сварки бака топливного 18
2.1 Выбор режимов сварки и вспомогательных материалов 18
2.2 Технология сварки 19
3 Безопасность и экологичность проектного технологического процесса 22
3.1 Технологическая характеристика объекта 22
3.2 Идентификация профессиональных рисков 23
3.3 Методы и средства снижения профессиональных рисков 25
3.4 Обеспечение пожарной безопасности технического объекта 27
3.5 Обеспечение экологической безопасности технического объекта 29
4 Оценка экономической эффективности проектной технологии 31
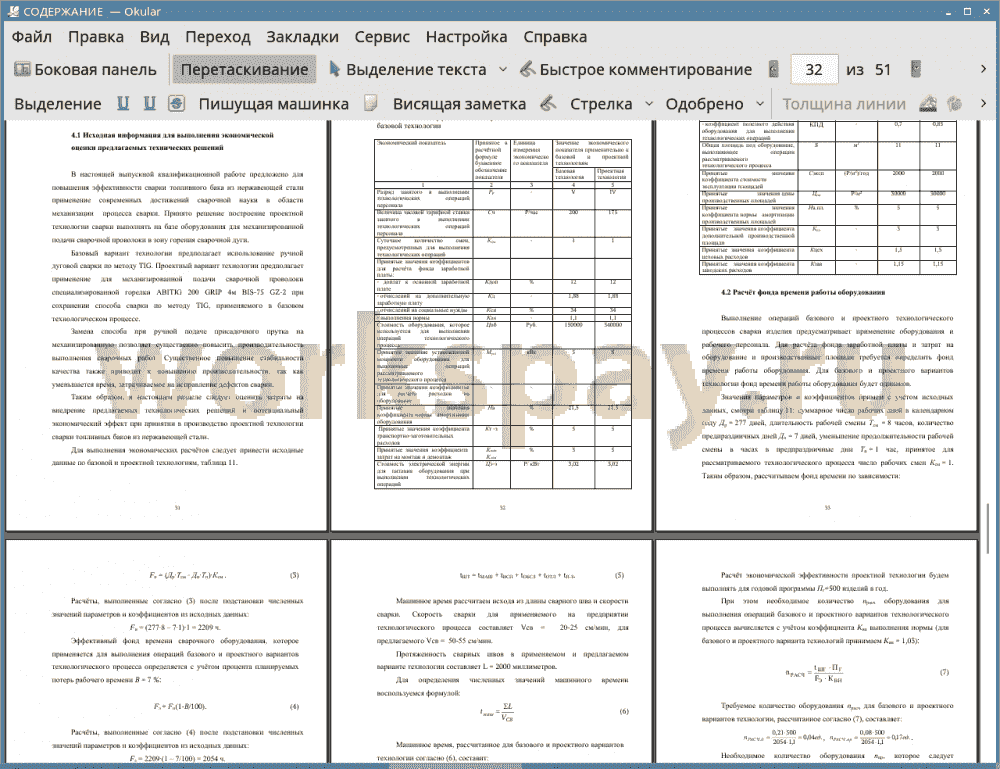
4.1 Исходная информация для выполнения экономической оценки предлагаемых технических решений 31
4.2 Расчёт фонда времени работы оборудования 33
4.3 Расчёт штучного времени 34
4.4 Заводская себестоимость базового и проектного вариантов технологии 37
4.5 Капитальные затраты по базовому и проектному вариантам технологии 42
4.6 Показатели экономической эффективности 44
Заключение 48
Список используемой литературы и используемых источников 49
📖 Введение
Традиционно применяемая низкоуглеродистая сталь подвержена коррозии, что усугубляется наличием механических воздействий извне на корпус бака. Продукты коррозии слабо улавливаются системой фильтров и оказывают негативное воздействие на топливную систему автомобиля.
Поэтому есть спрос на топливные баки из нержавеющей стали. Хотя они и дороже традиционных стальных с покрытием, но их эксплуатационные характеристики нейтрализуют разницу в цене.
Однако при изготовлении таких баков перед технологами встает ряд проблем. Хотя нержавеющие топливные баки не подвержены коррозии по традиционному для стальных баков механизму, для них существует опасность т.н. питинговой коррозии. Поскольку толщина стенки топливного бака сравнительно невелика, возможным вариантом развития питингового повреждения является нарушение герметичности топливного бака. У линии сплавления шва с основным металлом возможно развитие коррозионных процессов по механизму ножевой коррозии.
Анализ технических решений посвященных проблемам предотвращения возникновения и развития коррозионных процессов показывает что предпочтительным вариантом является применение сталей обладающих двухфазной, аустенитно-ферритной структурой [19].
Также негативным моментом, инициирующим коррозию, является перегрев при сварке. Причиной перегрева может быть превышение силы тока и малая скорость сварки. Механизм отрицательного влияния перегрева следующий: из-за высокой температуры атомы углерода интенсивно диффундируют из глубины кристалла к поверхности, там соединяются с хромом, образуя карбиды, и поверхностный слой кристалла обедняется хромом. Выгорает хром и при увеличении длины сварочной дуги [19]. Традиционный метод сварки нержавеющих сталей способом TIG предусматривает ручную подачу присадочной проволоки. Данный технологический процесс характеризуется низкой производительностью, качество получаемых сварных соединений целиком и полностью зависит от сварщика. Кроме того, сам сварщик довольно быстро утомляется, что опять таки сказывается на производительности процесса сварки и качестве сварного соединения.
Исходя из вышеизложенного, можно сформулировать следующую цель работы: повышение производительности и качества при сварке топливных баков из нержавеющих сталей.
✅ Заключение
По результатам анализа перечисленных вариантов получения неразъемных соединений предложено применить способ механизированной сварки неплавящимся электродом с применением специализированной горелки.
Для снижения трудоемкости получения протяженного соединения с высокой скоростью предложено применить специализированную горелку для подачи сварочной проволоки в зону горения дуги. Горелка ABITIG 200 GRIP 4м BIS-75 GZ-2. Разработанный технологически процесс сварки включает в себя операции входного контроля, разметочные, изготовление деталей топливного бака. Затем выполняются подготовительные операции, такие как зачистка и обезжиривание. Затем следует операция сборки. После чего ручной аргонодуговой сваркой неплавящимся электродом производится прихватка внутренних перегородок топливного бака. Выполняется контроль прихваток и затем сварка с механизированной подачей сварочной проволоки швов.
По окончании сварки готовый бак отправляется на контрольные операции.
Применение предложенного варианта сварки позволяет уменьшить трудоемкость сварки топливного бака. Можно сделать вывод о достижении цели выпускной квалификационной работы.
📕 Список литературы
🖼 Скриншоты