Тема: ГИБКИЙ АВТОМАТИЗИРОВАННЫЙ УЧАСТОК ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ОТДЕЛОЧНЫХ ЭЛЕМЕНТОВ
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1Анализ технологического процесса производства отделочной плиты
1.1Анализ служебного назначения отделочной плиты
1.2Выбор вида организации технологического процесса
1.3Описание технологического процесса изготовления отделочной плиты
1.3.1Предварительное вспенивание
1.3.2Созревание и сушка
1.3.3Формование плит
2Выбор оборудования гибкого автоматизированного участка
2.1Выбор основного технологического оборудования
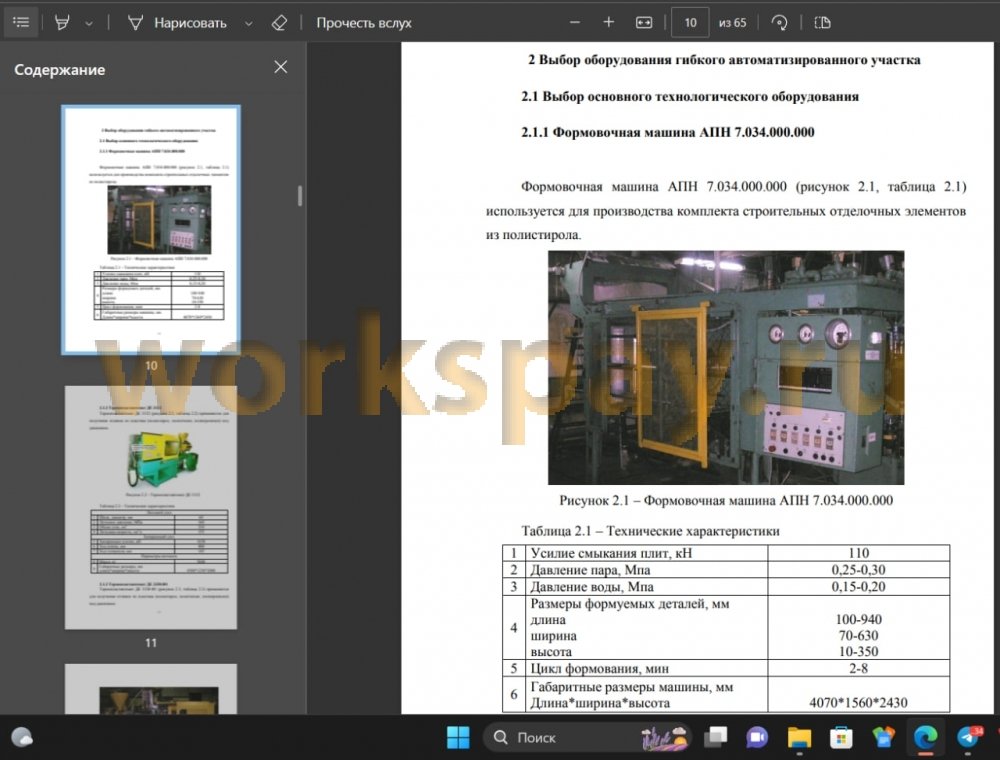
2.1.1Формовочная машина АПН 7.034.000.000
2.1.2Термопластавтомат ДЕ 3132
2.1.3Термопластавтомат ДЕ 3330.Ф1
2.1.4Установка непрерывного вспенивания полистирола АПН 7.029.000.000
2.1.5Бункер вылеживания
2.1.6Пресс-машина Инсолематик 160
2.1.7Паллетоупаковщик HELIX FS 40
2.2.2Формирование транспортной системы
3Проектирование захвата для транспортирования плиты
3.1Проектное задание
3.2Геометрический расчет захвата
3.2.1Определение максимального угла поворота губок
3.2.2Расчет реечной зубчатой передачи
3.3Кинематический расчет захвата
3.4.1Нахождение сил в местах контакта деталей и губок
3.4.2Расчет момента кручения на секторе губки
3.4.3Определение усилия и хода рейки привода захвата
3.5.1.Проверка отсутствия повреждений при захвате
3.5.2Прочностной расчет реечной передачи
3.5.3Расчет диаметра оси губки схвата
3.5.4. Расчет пружины
4Разработка алгоритма работы гибкого автоматизированного участка
4.1.Выделение действий и необходимых условий
4.2Назначение аргументов сигналам с датчиков
4.3Назначение функций командам контроллера управления оборудованием
5Проектирование системы управления гибким автоматизированным комплексом
5.1Характеристика объектов управления ГАУ
5.2Стандартные режимы функционирования локальных систем управления
5.3Нестандартные режимы функционирования локальных систем управления
5.4Декомпозиция задачи управления
5.5Средства реализации управления
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
📖 Введение
В таких условиях появляется необходимость модернизации существующего производства, в состав которого часто входит специализированное оборудование. Поэтому на основе такого специализированного оборудования необходимо создание гибких производственных комплексов и участков с включением в них дополнительного транспортного и вспомогательного оборудования, объединяемого в составе комплексов и участков общей системой управления.
Автоматизированные технологические процессы, реализуемые на основном оборудовании, должны обеспечить производство изделий высокого качества при соблюдении требований малоотходности, экологической чистоты и экономической эффективности.
Функции управления автоматизированным оборудованием и контроль функционирования гибкого производства должны реализовываться современными программно-аппаратными средствами и системами управления.
Целью данной выпускной работы является модернизация участка изготовления строительных отделочных элементов.
✅ Заключение
технологического оборудования - формовочной машины. Для работы участка было выбрано современное основное и вспомогательное технологическое оборудование и произведена его компоновка, обеспечивающая время цикла изготовления 4-х плит 2,7 минуты и занимающая площадь 403,6м2.
Разработан алгоритм работы гибкого автоматизированного участка. Спроектирована система управления ГАУ.
📕 Список литературы
🖼 Скриншоты