Тема: Устранение дефектов корпуса коробки передач автомобиля "КАЛИНА" с помощью сварки
Закажите новую по вашим требованиям
Представленный материал является образцом учебного исследования, примером структуры и содержания учебного исследования по заявленной теме. Размещён исключительно в информационных и ознакомительных целях.
Workspay.ru оказывает информационные услуги по сбору, обработке и структурированию материалов в соответствии с требованиями заказчика.
Размещение материала не означает публикацию произведения впервые и не предполагает передачу исключительных авторских прав третьим лицам.
Материал не предназначен для дословной сдачи в образовательные организации и требует самостоятельной переработки с соблюдением законодательства Российской Федерации об авторском праве и принципов академической добросовестности.
Авторские права на исходные материалы принадлежат их законным правообладателям. В случае возникновения вопросов, связанных с размещённым материалом, просим направить обращение через форму обратной связи.
📋 Содержание
1 Современное состояние ремонтной сварки корпуса коробки передач автомобиля КАЛИНА
1.1 Сведения о детали и обнаруживаемых дефектах
1.2 Сведения о материале для изготовления корпуса коробки передач
1.3 Базовая технология ремонтной заварки трещин в корпусе коробки передач
1.4 Формулировка задач выпускной квалификационной работы
2 Проектная технология ремонтной сварки корпуса коробки передач
2.1 Обоснование выбора способа ремонтной сварки
2.2 Повышение эффективности механизированной сварки плавящимся электродом в защитных газах при ремонтной сварке деталей из алюминиевых сплавов
2.3 Описание операций технологического процесса ремонтной сварки корпуса коробки передач
3 Безопасность и экологичность проектного технологического процесса
3.1 Технологическая характеристика объекта
3.2 Идентификация профессиональных рисков
3.3 Методы и средства снижения профессиональных рисков
3.4 Обеспечение пожарной безопасности
3.5 Обеспечение экологической безопасности
4 Оценка экономической эффективности проектной технологии
4.1 Исходная информация для выполнения экономической оценки предлагаемых технических решений
4.2 Расчёт фонда времени работы оборудования
4.3 Расчёт шуточного времени
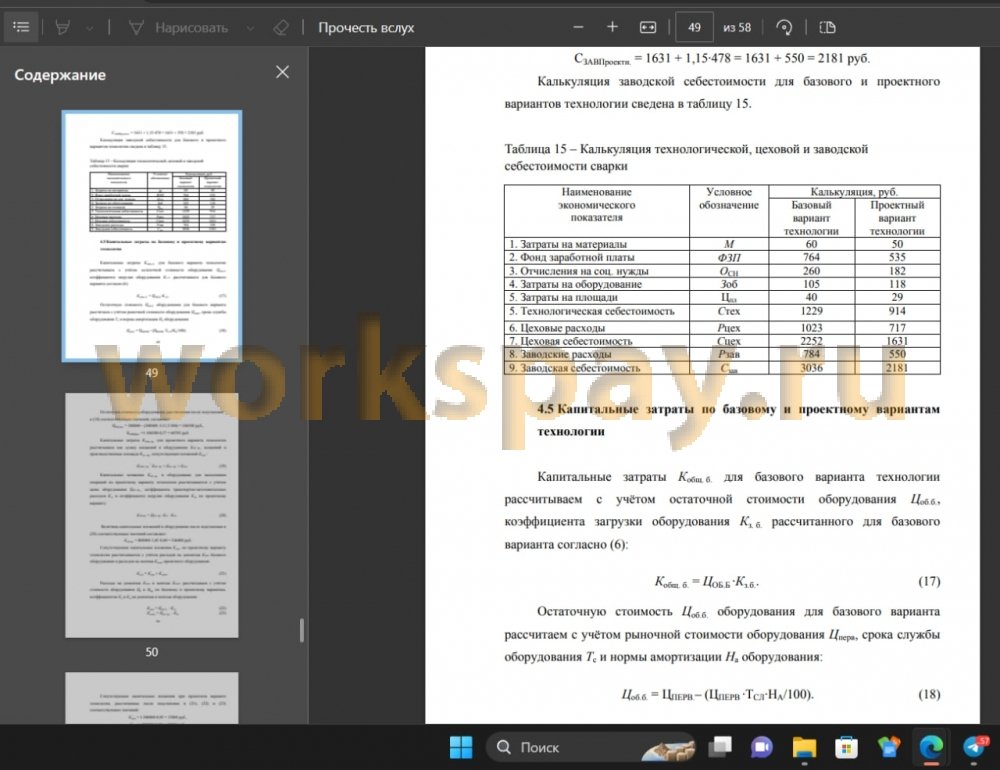
4.4 Заводская себестоимость базового и проектного вариантов технологии
4.5 Капитальные затраты по базовому и проектному вариантам технологии
4.6 Показатели экономической эффективности
Заключение
Список используемой литературы и используемых источников
📖 Введение
Необходимость обеспечения запасными деталями различного технологического оборудования предполагает привлечение значительных материальных и трудовых затрат. При этом количество ремонтнопригодных деталей достигает 75% от общего числа заменяемых деталей, что позволяет получить значительную экономию при переходе от покупки новых деталей к использованию ремонтных технологий [4],[7].
При изготовлении деталей машин все большее распространение получают алюминиевые сплавы, которые благодаря соотношению прочностных свойств и легкости расширяют область применения начинают вытеснять конструкционные стали и чугуны. Алюминиевые сплавы обладают уникальным сочетанием свойств: относительно высокая прочность, малая плотность, хорошая коррозионная стойкость, что делает их применение в изготовлении деталей машин весьма перспективным [3],[19],[22].
Перспективно использование алюминиевых сплавов в автомобилестроении, так как оно позволяет экономить горючее. Выгодно применять алюминий также в узлах грузовых, строительных машин. Хотя алюминиевые сплавы в 4...6 раз дороже стали, а изготовление деталей из них обходится на 20-30% дороже стальных, применение 1 кг алюминия позволяет уменьшить массу машины на 2,25 кг [15].
Наличие на поверхности детали тугоплавкой окисной плёнки которая тяжелее расплавленного металла и тонет в нём, приводит к загрязнению сварного шва и существенно снижает его прочностные характеристики. Также следует принимать во внимание растворимость газов в расплавленном алюминии, что вызывает образование пор. Кроме того, алюминиевые сплавы характеризуются провалом прочность при нагреве, что приводит к нестабильности формы сварного шва и образованию горячих трещин.
Одной из деталей автомобиля, которая требует ремонта с использованием дуговых способов сварки, является корпус коробки передачи автомобиля КАЛИНА. Для проведения эффективного ремонта этой детали требуется применение специального сварочного оборудования.
Однако ремонт этой детали требует существенно меньших и затрат металла и энергии по сравнению с изготовлением новой детали. Кроме того, приобретение и доставка новой детали требует затрат времени, а реализация технологии ремонта позволяет этого избежать. На основании этого можно заключить, что ресурсосбережения должно двигаться в направлении повышения эффективности ремонтных технологий деталей из алюминиевых сплавов на примере корпуса коробки передач автомобиля КАЛИНА.
Цель выпускной квалификационной работы — повышения производительности и качества сварочных технологий при ремонте корпуса коробки передач автомобиля КАЛИНА.
✅ Заключение
Базовая технология ремонтной сварки предусматривает применение аргонодуговой сварки неплавящимся электродом. Недостатками базовой технологии является: малая производительность способа сварки; высокие требования к квалификации сварщика, от способностей которого существенно зависит качество сварки; требуется проведение качественной подготовки поверхности детали сварочной проволоки.
На основании результатов проведённых литературных исследований сделан вывод о том, что перспективным направлением повышения производительности при ремонтной сварке деталей из алюминиевых сплавов может считаться применением модернизированной механизированной сварки проволокой сплошного сечения в защитных газах.
Для импульсного управления горением дуги и персоналом электродного металла предложено использовать формирователь импульсов согласно разработке отечественных исследователей [13].
Для повышения производительности ремонтной сварки и эффективного удаления загрязнений с поверхности деталей предложено приметить разработку отечественных исследователей [14].
Изучение особенностей технологического процесса сборки и сварки позволило идентифицировать опасные и вредные производственные факторы. На основании этих выделенных факторов предложен ряд стандартных средств и методик, позволяющих устранить опасный фактор или уменьшить его влияние на персонал до приемлемого уровня.
Готовой экономический эффект при внедрении проектной технологии составляет 0,742 млн. рублей.
📕 Список литературы
🖼 Скриншоты