Помощь студентам в учебе

ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ СЕЛЕКТИВНОГО ЭЛЕКТРОННО-ЛУЧЕВОГО СПЕКАНИЯ И ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ НА ФОРМИРОВАНИЕ СТРУКТУРЫ И СВОЙСТВ СПЛАВА Ti-6Al-4V МЕДИЦИНСКОГО НАЗНАЧЕНИЯ
|
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ 3
ОСНОВНЫЕ НАУЧНЫЕ ПОЛОЖЕНИЯ ДИССЕРТАЦИИ
ВЫНОСИМЫЕ НА ЗАЩИТУ 5
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ 6
Заключение 25
ОСНОВНЫЕ ПУБЛИКАЦИИ ПО ТЕМЕ ДИССЕРТАЦИИ 27
ОСНОВНЫЕ НАУЧНЫЕ ПОЛОЖЕНИЯ ДИССЕРТАЦИИ
ВЫНОСИМЫЕ НА ЗАЩИТУ 5
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ 6
Заключение 25
ОСНОВНЫЕ ПУБЛИКАЦИИ ПО ТЕМЕ ДИССЕРТАЦИИ 27
Актуальность и степень разработанности темы исследования
На сегодняшний день перспективным способом производства индивидуализированных медицинских имплантатов являются аддитивные технологии. По сравнению с традиционными (субтрактивными) технологиями производства металла, которые подразумевают механическую обработку для придания конечной формы изделия, аддитивные технологии имеют ряд принципиальных преимуществ, таких как: экономия сырья, сложная геометрия изделий, применение генеративного дизайна, а также скорость производства.
На данный момент более 70% костных имплантатов изготавливаются из металлов и сплавов. Соотношение остается неизменным благодаря их высокой прочности и долговечности, а также относительной доступности материала, поэтому в данный момент современные металлические биоматериалы невозможно полностью заменить керамиками или полимерными материалами.
Двухфазные (а+в)-титановые сплавы, в частности сплав Ti-6Al-4V, на текущий момент считаются оптимальными для аддитивного производства медицинских изделий благодаря уникальному сочетанию высокой удельной прочности, стабильности свойств при различных температурно-временных параметрах обработки, коррозионной стойкости, низкого модуля упругости, биосовместимости и отсутствию токсичности. Необходимый уровень механических свойств сплава обеспечивается в результате формирования структурного и фазового состояний в результате аддитивного процесса селективного электронно-лучевого спекания, а также методами термической и термо-деформационной постобработок.
Сырьем для аддитивного процесса СЭЛС являются металлические порошки, к которым предъявляются особые требования по фракционному и химическому составу, структуре, качеству поверхности, текучести и насыпной плотности. Основные требования к порошку регулируются стандартом ASTM F3049 (руководство по характеристике металлических порошков для аддитивного производства), что позволяет наряду с контролем параметров процесса СЭЛС, а также соблюдением требований к переработке использованного порошка, 3
обеспечить необходимую структуру и свойства индивидуализированных медицинских имплантатов наряду с повторяемостью свойств при аддитивном процессе.
Целью настоящей работы является комплексное изучение закономерностей формирования структуры и фазового состава сплава Т1-6А1-4У, полученного методом аддитивного производства, а именно селективного электронно-лучевого спекания (СЭЛС) с последующим горячим изостатическим прессованием (ГИП) для обеспечения формирования высокого комплекса механических свойств при производстве персонализированных изделий медицинского назначения.
В работе поставлены и решены следующие задачи:
1. Исследовать процессы фазообразования и формирования текстуры, протекающие в сплаве Т1-6А1-4У в процессе СЭЛС и под воздействием ГИП;
2. Установить влияние технологических параметров процесса СЭЛС на формирование структуры и механические свойства сплава Т1-6А1-4У;
3. Изучить влияние морфологии и химического состава исходного порошка на структуру и механические свойства сплава Т1-6А1-4У;
4. Исследовать влияние ГИП на структуру и свойства сплава Т1-6А1-4У, изготовленного методом СЭЛС.
Научная новизна и теоретическая значимость работы:
1. Методом ориентационной микроскопии установлены закономерности формирования текстуры а и 0-фаз, как при синтезе изделия методом СЭЛС из сплава Т1-6А1-4У, так и при его дальнейшей обработке методом ГИП.
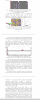
2. Произведено моделирование процесса СЭЛС на основе метода конечных элементов (МКЭ). С помощью которого была составлена карта распределения температур в верхнем слое изделия, а также схема термоциклирования кристаллизовавшегося слоя (циклы нагрева/охлаждения) в процессе СЭЛС...
На сегодняшний день перспективным способом производства индивидуализированных медицинских имплантатов являются аддитивные технологии. По сравнению с традиционными (субтрактивными) технологиями производства металла, которые подразумевают механическую обработку для придания конечной формы изделия, аддитивные технологии имеют ряд принципиальных преимуществ, таких как: экономия сырья, сложная геометрия изделий, применение генеративного дизайна, а также скорость производства.
На данный момент более 70% костных имплантатов изготавливаются из металлов и сплавов. Соотношение остается неизменным благодаря их высокой прочности и долговечности, а также относительной доступности материала, поэтому в данный момент современные металлические биоматериалы невозможно полностью заменить керамиками или полимерными материалами.
Двухфазные (а+в)-титановые сплавы, в частности сплав Ti-6Al-4V, на текущий момент считаются оптимальными для аддитивного производства медицинских изделий благодаря уникальному сочетанию высокой удельной прочности, стабильности свойств при различных температурно-временных параметрах обработки, коррозионной стойкости, низкого модуля упругости, биосовместимости и отсутствию токсичности. Необходимый уровень механических свойств сплава обеспечивается в результате формирования структурного и фазового состояний в результате аддитивного процесса селективного электронно-лучевого спекания, а также методами термической и термо-деформационной постобработок.
Сырьем для аддитивного процесса СЭЛС являются металлические порошки, к которым предъявляются особые требования по фракционному и химическому составу, структуре, качеству поверхности, текучести и насыпной плотности. Основные требования к порошку регулируются стандартом ASTM F3049 (руководство по характеристике металлических порошков для аддитивного производства), что позволяет наряду с контролем параметров процесса СЭЛС, а также соблюдением требований к переработке использованного порошка, 3
обеспечить необходимую структуру и свойства индивидуализированных медицинских имплантатов наряду с повторяемостью свойств при аддитивном процессе.
Целью настоящей работы является комплексное изучение закономерностей формирования структуры и фазового состава сплава Т1-6А1-4У, полученного методом аддитивного производства, а именно селективного электронно-лучевого спекания (СЭЛС) с последующим горячим изостатическим прессованием (ГИП) для обеспечения формирования высокого комплекса механических свойств при производстве персонализированных изделий медицинского назначения.
В работе поставлены и решены следующие задачи:
1. Исследовать процессы фазообразования и формирования текстуры, протекающие в сплаве Т1-6А1-4У в процессе СЭЛС и под воздействием ГИП;
2. Установить влияние технологических параметров процесса СЭЛС на формирование структуры и механические свойства сплава Т1-6А1-4У;
3. Изучить влияние морфологии и химического состава исходного порошка на структуру и механические свойства сплава Т1-6А1-4У;
4. Исследовать влияние ГИП на структуру и свойства сплава Т1-6А1-4У, изготовленного методом СЭЛС.
Научная новизна и теоретическая значимость работы:
1. Методом ориентационной микроскопии установлены закономерности формирования текстуры а и 0-фаз, как при синтезе изделия методом СЭЛС из сплава Т1-6А1-4У, так и при его дальнейшей обработке методом ГИП.
2. Произведено моделирование процесса СЭЛС на основе метода конечных элементов (МКЭ). С помощью которого была составлена карта распределения температур в верхнем слое изделия, а также схема термоциклирования кристаллизовавшегося слоя (циклы нагрева/охлаждения) в процессе СЭЛС...
В диссертационной работе выполнены все поставленные задачи и получены следующие результаты:
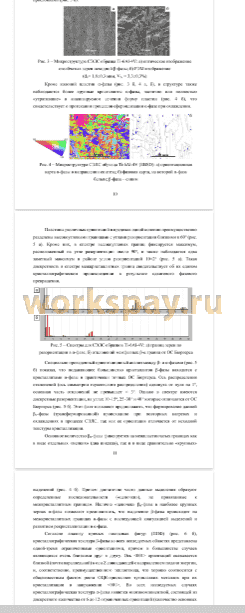
1. Механизмы фазообразования в сплаве Т1-6А1-4У произведенного методом СЭЛС были подробно изучены. Показано, что исходные столбчатые 0-зерна являются результатом эпитаксиального роста на подложке из ранее сплавленных слоев, что приводит к формированию текстуры кристаллизации <ОО1>0 в направлении синтеза изделия, совпадающего с направлением теплоотвода. Установлено, что в процессе СЭЛС формируется достаточно равновесная (а+0)- пластинчатая микроструктура со средней толщиной пластин 0-фазы 1,8±0,3 мкм и объемной долей Ур=3,3±0,3%.
Текстура а-фазы в сплаве Т1-6А1-4У, полученном методом СЭЛС наследуется от высокотемпературной 0-фазы в соответствии с ОС Бюргерса. Текстура 0-фазы в процессе многократных фазовых перекристаллизаций частично сохраняет текстуру <ОО1>0 -высокотемпературной. В результате фазовой перекристаллизации также образуются 01г-фазы, отличные от ориентаций высокотемпературной 0, но связанные с а-фазой ОС Бюргерса.
2. Было проанализировано влияние ряда параметров процесса СЭЛС на микроструктуру сплава Т1-6А1-4У и его механические свойства.
Установлено, что увеличение расстояния ШЛ свыше рекомендуемого значения в 100 мкм, до 400 мкм, приводит к формированию более дисперсной микроструктуры а-пластин, при этом наблюдается увеличение пористости материала за счет увеличения количества зон непроплава. Уменьшение расстояния ШЛ до 50 мкм приводит к большему укрупнению микроструктуры, в то же время количество зон непроплава уменьшается.
Установлено, что вертикальная ориентация образцов предпочтительна с точки зрения значений микротвердости, а также минимизации количества поддерживающих структур.
3. Морфологические дефекты порошка, возникающие в процессе СЭЛС в результате термических и механических причин, были изучены и охарактеризованы. Установлено влияние переработки порошка после СЭЛС, на изменение химического состава и механических свойств сплава Ti-6Al-4V.
Показано, что содержание кислорода в порошке до 35 циклов переработки в процессе СЭЛС соответствует стандарту ASTM F2924. Использование порошка после 70 циклов приводит к снижению механических свойств изделия в следствии увеличения количества пор и зон непроплава, а также увеличению содержания кислорода более чем в 2 раза от показателей первичного порошка, что сопровождается снижением пластичности (относительного удлинения и сужения в среднем на 76% и 69% соответственно) а также снижением количества циклов до разрушения в среднем на 65%.
Выявлены закономерности разрушения образцов изготовленных из первичного и многократно использованного порошка, в первом случае разрушение началось ближе к центральной оси образца, во втором ближе к поверхности.
4. Выбранный режим ГИП приводит к значительному повышению усталостных свойств изделий СЭЛС из сплава Ti-6Al-4V, что обусловлено повышением трещиностойкости посредством закрытия остаточной пористости.
Показано, что сплав, подвергнутый ГИП, характеризуются существенно более рассеянной текстурой а-фазы в результате протекания процессов сфероидизации и коагуляции что сопровождается снижением микротвердости. Несколько большая средняя толщина пластин 0-фазы 2.5±0.3 мкм, по-видимому, предполагает более глубокое развитие рекристаллизационных процессов.
Установлено, что ГИП уменьшает количество внутренних дефектов, что, в свою очередь, приводит к значительному повышению пластических свойств, а именно относительное удлинение увеличивается в среднем на 41%, а относительное сужение на 48%, при любом уровне нагрузки, кроме того, образцы демонстрируют значительное снижение разброса механических свойств. Показано, что ГИП значительно повышает усталостные свойства изделий СЭЛС из первичного и многократно использованного порошка (в среднем на 80% и 83,6% соответственно).
Направления дальнейшей разработки темы исследования. Исследование биосовместимых сплавов на основе титана с легирующими добавками, циркония, тантала и ниобия, а также создание функционально-градиентных материалов и конструкций медицинского назначения на основе титана.
1. Механизмы фазообразования в сплаве Т1-6А1-4У произведенного методом СЭЛС были подробно изучены. Показано, что исходные столбчатые 0-зерна являются результатом эпитаксиального роста на подложке из ранее сплавленных слоев, что приводит к формированию текстуры кристаллизации <ОО1>0 в направлении синтеза изделия, совпадающего с направлением теплоотвода. Установлено, что в процессе СЭЛС формируется достаточно равновесная (а+0)- пластинчатая микроструктура со средней толщиной пластин 0-фазы 1,8±0,3 мкм и объемной долей Ур=3,3±0,3%.
Текстура а-фазы в сплаве Т1-6А1-4У, полученном методом СЭЛС наследуется от высокотемпературной 0-фазы в соответствии с ОС Бюргерса. Текстура 0-фазы в процессе многократных фазовых перекристаллизаций частично сохраняет текстуру <ОО1>0 -высокотемпературной. В результате фазовой перекристаллизации также образуются 01г-фазы, отличные от ориентаций высокотемпературной 0, но связанные с а-фазой ОС Бюргерса.
2. Было проанализировано влияние ряда параметров процесса СЭЛС на микроструктуру сплава Т1-6А1-4У и его механические свойства.
Установлено, что увеличение расстояния ШЛ свыше рекомендуемого значения в 100 мкм, до 400 мкм, приводит к формированию более дисперсной микроструктуры а-пластин, при этом наблюдается увеличение пористости материала за счет увеличения количества зон непроплава. Уменьшение расстояния ШЛ до 50 мкм приводит к большему укрупнению микроструктуры, в то же время количество зон непроплава уменьшается.
Установлено, что вертикальная ориентация образцов предпочтительна с точки зрения значений микротвердости, а также минимизации количества поддерживающих структур.
3. Морфологические дефекты порошка, возникающие в процессе СЭЛС в результате термических и механических причин, были изучены и охарактеризованы. Установлено влияние переработки порошка после СЭЛС, на изменение химического состава и механических свойств сплава Ti-6Al-4V.
Показано, что содержание кислорода в порошке до 35 циклов переработки в процессе СЭЛС соответствует стандарту ASTM F2924. Использование порошка после 70 циклов приводит к снижению механических свойств изделия в следствии увеличения количества пор и зон непроплава, а также увеличению содержания кислорода более чем в 2 раза от показателей первичного порошка, что сопровождается снижением пластичности (относительного удлинения и сужения в среднем на 76% и 69% соответственно) а также снижением количества циклов до разрушения в среднем на 65%.
Выявлены закономерности разрушения образцов изготовленных из первичного и многократно использованного порошка, в первом случае разрушение началось ближе к центральной оси образца, во втором ближе к поверхности.
4. Выбранный режим ГИП приводит к значительному повышению усталостных свойств изделий СЭЛС из сплава Ti-6Al-4V, что обусловлено повышением трещиностойкости посредством закрытия остаточной пористости.
Показано, что сплав, подвергнутый ГИП, характеризуются существенно более рассеянной текстурой а-фазы в результате протекания процессов сфероидизации и коагуляции что сопровождается снижением микротвердости. Несколько большая средняя толщина пластин 0-фазы 2.5±0.3 мкм, по-видимому, предполагает более глубокое развитие рекристаллизационных процессов.
Установлено, что ГИП уменьшает количество внутренних дефектов, что, в свою очередь, приводит к значительному повышению пластических свойств, а именно относительное удлинение увеличивается в среднем на 41%, а относительное сужение на 48%, при любом уровне нагрузки, кроме того, образцы демонстрируют значительное снижение разброса механических свойств. Показано, что ГИП значительно повышает усталостные свойства изделий СЭЛС из первичного и многократно использованного порошка (в среднем на 80% и 83,6% соответственно).
Направления дальнейшей разработки темы исследования. Исследование биосовместимых сплавов на основе титана с легирующими добавками, циркония, тантала и ниобия, а также создание функционально-градиентных материалов и конструкций медицинского назначения на основе титана.

ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ СЕЛЕКТИВНОГО ЭЛЕКТРОННО-ЛУЧЕВОГО СПЕКАНИЯ И ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ НА ФОРМИРОВАНИЕ СТРУКТУРЫ И СВОЙСТВ СПЛАВА Ti-6Al-4V МЕДИЦИНСКОГО НАЗНАЧЕНИЯ